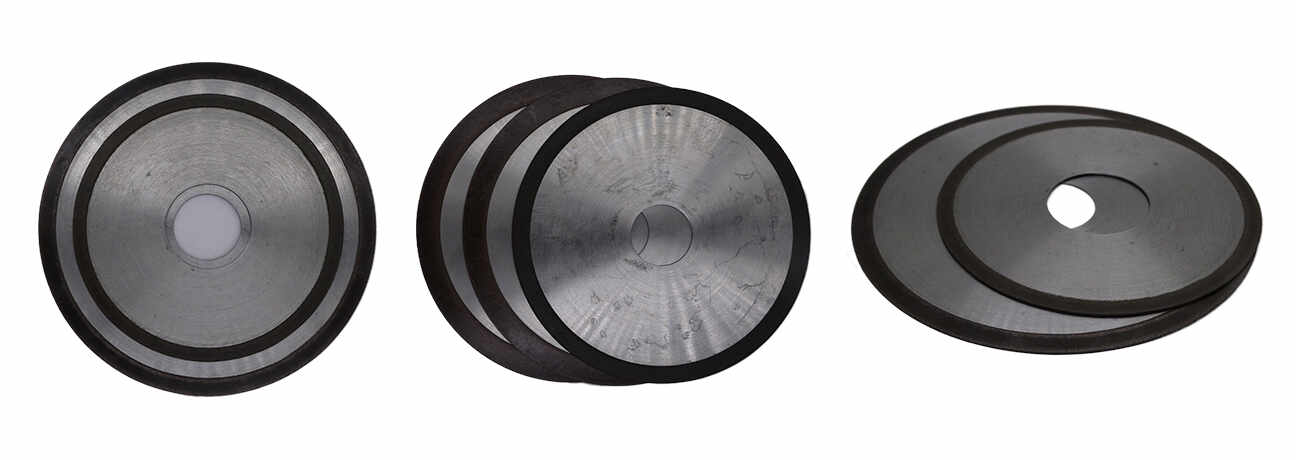
Choosing the right grinding wheel for sharpening carbide circular saw blades requires considering the characteristics of the saw teeth and the processing requirements.
1、Rake Angle Grinding (cutting sharpness adjustment)
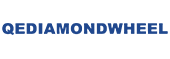
(1)Grinding wheel shape:Use a bowl-shaped diamond grinding wheel, whose arc surface design can accurately fit the sawtooth rake angle surface to ensure the consistency of 15°~25° rake angle grinding.
(2)Grit and binder:Recommend 150#~240# fine-grained resin bond grinding wheel, which can not only improve the sharpness of the cutting edge, but also avoid high temperature damage to the alloy layer.
(3)Operation points:It is necessary to use the angle guide to fix the saw blade, and the grinding amount each time is controlled within 0.05mm to prevent excessive wear of the rake angle.

2. Grinding Of Back Angle (reducing friction)
(1)Grinding wheel type: disc-shaped grinding wheel, the plane structure is suitable for plane grinding of 15° standard back angle, which can reduce the contact area with the processing surface.
(2)Parameter configuration: 80#~120# medium-grained grinding wheel is used to balance grinding efficiency and surface finish.
(3)Note: 15° reference line needs to be marked on the side of the grinding wheel, and the back angle accuracy needs to be calibrated by a projector, and the deviation needs to be ≤0.5°.
3. Wedge Angle Grinding (strength and heat dissipation balance)
(1)Selection of special grinding wheels: Trapezoidal cross-section grinding wheels (such as diamond slotted grinding wheels) can simultaneously process the two sides of the wedge angle and maintain a reasonable angle of 50°~60°.
(2)Grinding parameters: It is recommended to use an 80# coarse-grained resin grinding wheel to quickly trim the wedge angle profile, and then use a 240# grinding wheel to fine-tune the surface.
(3)Quality control: After grinding, the wedge angle needs to be checked with an angle gauge. The sum of the three angles must be strictly equal to 90°. If the error exceeds 1°, it needs to be re-trimmed;
4. Complex Tooth Profile Adaptation Solution
(3)Trapezoidal flat teeth/inverted trapezoidal teeth: Combined use of bowl-shaped + disc-shaped grinding wheels: The bowl-shaped grinding wheel processes the trapezoidal slope, and the disc-shaped grinding wheel grinds the flat transition area.
(4)Left-right flat teeth: A bowl-shaped grinding wheel equipped with a 30° tilting fixture matches the alternating tooth profile by adjusting the fixture angle;
V. Other Saw Tooth Angles That Need To Be Ground And Corresponding Methods
1) Side angle (for left and right bevel teeth)
(1)Application scenario: Wood cross-cutting saw blades (such as aluminum alloy/plastic profile cutting) need to grind the side angles of the left and right bevel teeth to ensure the symmetry of the alternating tooth shape.

(2)Grinding wheel selection: Use a 30° tilt fixture with a bowl-shaped diamond grinding wheel to match the left and right side angles (usually ±5°~10°) by adjusting the fixture angle.
(3)Quality control: After grinding, a projector is required to detect the symmetry of the left and right side angles, and the deviation must be ≤0.3°.
2) Tooth top angle (tapered teeth/trapezoidal teeth)
(1)Functional Requirements:
The tooth top angle of the tapered teeth (such as electronic material cutting saws and scoring saws) needs to maintain a front angle of -60° to reduce the edge collapse rate.
The trapezoidal teeth need to simultaneously grind the tooth top angle of the trapezoidal bevel (usually 40°~50°) to balance the cutting strength and chip removal efficiency.
(2)Grinding wheel adaptation: conical grinding wheel or trapezoidal grinding wheel (thickness matches the width of the tooth top), combined with resin-bonded diamond grinding wheel (grit size 180#~240#).
III. Transition Angle (complex tooth connection area)
(1)Grinding necessity: trapezoidal flat teeth, arc chamfered teeth, etc. need to process the transition area between the trapezoidal surface and the flat/arc surface to avoid stress concentration and chipping.
(2)Operation points: Combine the use of bowl-shaped grinding wheels (processing trapezoidal surfaces) and disc-shaped grinding wheels (dressing flat surfaces), and control the grinding amount in stages (single ≤0.03mm).
IV. Silencer Groove Angle (special function design)

(1)Auxiliary angle grinding: Saw blades with silencer grooves need to grind the groove inclination angle (usually 15°~25° with the base) to optimize heat dissipation and noise reduction effects.
(2)Special tools: Use ultra-thin diamond cutting blades (thickness 0.5~1mm) to cut grooves, and then use disc-shaped grinding wheels to adjust the groove angles.
5. Maintenance Suggestions
(1)Grinding wheel dressing: After grinding 50 saw blades, use a diamond dressing pen to sharpen the grinding wheel surface and restore the protruding height of the abrasive grains.
(2)Cooling measures: Use a micro-quantity lubrication (MQL) system to spray plant-based cutting fluid to reduce the temperature of the grinding area to below 60°C.
(3)Accuracy verification: After grinding, the saw blade needs to be tested at 2000rpm. The radial runout should be less than 0.08mm and the end runout should be less than 0.05mm.
VII. Operation Tips:
(1)Before grinding, the surface of the saw blade must be thoroughly cleaned of resin or metal shavings to prevent impurities from affecting the accuracy.
(2)Manual grinding is only recommended for local repair of tooth tops, and matrix correction must rely on professional equipment.