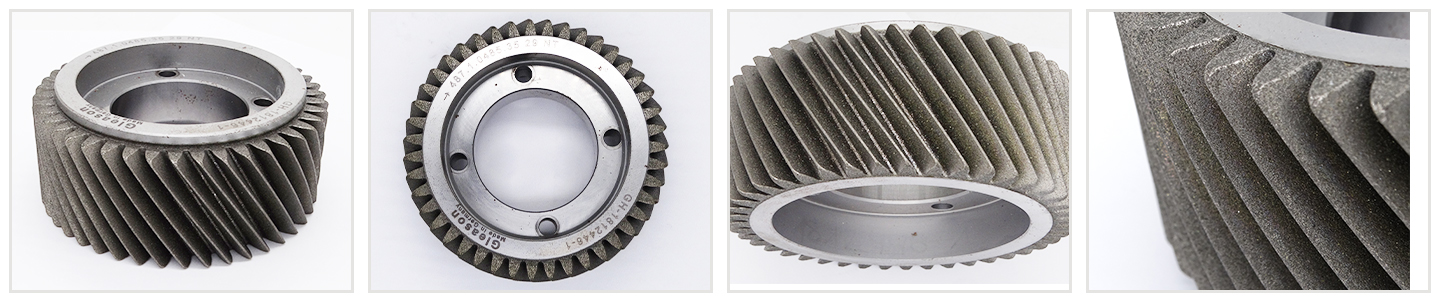
Gears Are Core Transmission Components In The Industrial Sector. Their Precision And Quality Directly Impact The Performance, Noise Level, And Service Life Of The Entire Mechanical System. Gear Grinding Is A Key Process In Precision Gear Manufacturing, Particularly Suitable For Finishing High-Hardness Gears That Have Undergone Quenching (HRC > 58);It Is Mainly Used To Improve Gear Accuracy, Improve Tooth Surface Roughness, Correct Heat Treatment Deformation, And Process Precise Tooth Profile Modification (Such As Drum Teeth And Tooth End Thinning).
01 Main Methods Of Gear Grinding
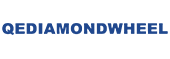
Gear Grinding Is Mainly Divided Into Two Categories: Form Grinding And Generating Grinding
1.Form Grinding:
Principle: Form Grinding Uses A Grinding Wheel Whose Axial Cross-Section Shape Exactly Matches The Tooth Groove Of The Gear Being Ground. The Grinding Wheel Rotates At High Speed And Feeds Along The Radial Direction Of The Gear, Grinding The Tooth Flanks And Tooth Roots On Both Sides Of A Tooth Groove. After Completing A Tooth Groove, The Workpiece Is Accurately Indexed And The Next Tooth Groove Is Ground, And The Cycle Continues Until The Entire Gear Is Completed.
Application:Single Piece And Small Batch Production, Large Module Gears, Special Tooth Profile Gears, Internal Gears, And Situations Where The Generating Method Cannot Be Used.It Can Grind Special Gears Such As Internal Gears, Duplex/Triplet Gears, And Extra-Large Module Gears (Such As Wind Power Gears).
Profile Wheel Gear Grinder: With A Relatively Simple Structure And High Flexibility, It Is Almost The Only Type Of Machine Tool Suitable For Grinding Internal Gears. It Is Highly Versatile And Widely Used In Batch Production, Especially For Small-Tooth Gears. It Is Also Suitable For Grinding Non-Involute Tooth Profiles And Trimmed Gears, And Its Grinding Accuracy Is Stable, Reaching Grade 5.
2.Generating Grinding
(1).Worm Wheel Grinding:
Principle:The Grinding Wheel Is Dressed To Create An Involute Worm Shape, Meshing With The Workpiece Gear Similarly To The Meshing Of A Worm With A Helical Gear. During Grinding, The Grinding Wheel Rotates At High Speed, While The Workpiece Is Fed Vertically And Rotates Synchronously With The Grinding Wheel At A Strict Speed Ratio, Achieving A Continuous Generating Motion. This Method Is Highly Efficient And Suitable For Large-Scale Production.
Application:The Absolute Main Force In Mass Production Of Automobile And Motorcycle Transmission Gears.
Worm Gear Grinding Machine: It Belongs To The Generating Method Gear Grinding Machine 5. Vertical Layout, Continuous Indexing, High Grinding Efficiency, Suitable For Processing Medium Module Gears In Batch Production, Especially Suitable For Gears With A Large Number Of Teeth, With An Accuracy Of Up To 4 Levels.
(2).Conical Wheel Grinding:
Principle:The Beveled Edges Of Two Dish-Shaped (Conical) Grinding Wheels Simulate A Single Rack Tooth. The Workpiece Gear Rolls Purely On The Imaginary Rack To Achieve The Generating Motion. After Grinding Both Sides Of A Tooth Groove, The Workpiece Is Indexed. This Method Offers Simple Wheel Dressing, High Durability, A Long History, And Extremely High Precision, But Is Less Efficient.
Application:Used In Aerospace, Precision Measuring Instruments And Other Fields With Extreme Requirements For Accuracy.
Conical Grinding Wheel Gear Grinding Machine: Adopts Steel Belt Rolling Disc And Precision Worm Pair Indexing 5. This Type Of Machine Tool Is Easy To Adjust And Has Good Versatility. It Is Suitable For Single Piece Or Batch Production And Has A Wide Range Of Applications. The Gear Grinding Accuracy Can Reach Level 5;
(3).Large Flat Wheel Grinding:
Principle:The End Face Of A Large Flat Grinding Wheel Simulates A Single Rack Tooth. This Method Is Specifically Designed For Grinding Standard Gears And Is Generally Not Capable Of Grinding Full-Width Or Helical Gears. However, It Offers Unparalleled Accuracy, Reaching ISO Grade 2 Or Higher, The Benchmark For Tooth Profile Accuracy.
Application:A National Metrology Unit And Gear Tool Manufacturer, Used To Manufacture Benchmark Standard Gears And High-Precision Gear Shaving Cutters.
Large Flat Wheel Gear Grinding Machine: Horizontal Layout, Simple Structure, Stable Performance, And Accuracy Up To Class 3. Mainly Used For Grinding Gear Shaping Cutters, Shaving Cutters, And Measuring Gears For Metrology;
Disc Gear Grinding Machine: The Narrow Sides Of The Two Rotating Disc Grinding Wheels Are Equivalent To The Two Tooth Surfaces Of The Rack. The Workpiece Is Expanded By The Rolling Disc And The Steel Belt. It Is Generally Horizontal. When The Processing Diameter Is Greater Than 1 Meter, A Vertical Layout Is Used. The Accuracy Can Reach 4 Levels. It Is Suitable For Grinding High-Precision Gears.
3.Power Honing / Gear Profile Honing
Principle:An Internal Honing Wheel, Made Of Electroplated CBN Or Diamond Abrasives And Trimmed To A Precise Tooth Profile, Is Used. With A Fixed Center Distance, The Workpiece Gear And The Honing Wheel Rotate In A Tight, Bidirectional Mesh At A Specific Angle While Applying A Certain Radial Pressure. This Combines The Cutting Action Of Grinding With The Polishing And Pressing Effects Of Honing.
Application: Mainly Used For The Final Finishing Of Automotive Automatic Transmission Gears, It Is A Key Process For Improving NVH (Noise, Vibration And Harshness) Performance.
4.CBN Form Grinding
Principle:High-Speed Grinding Is Performed Using Electroplated Or Brazed CBN Profiled Grinding Wheels. A CNC System Controls The High Speed, Precise Indexing Of The Workpiece And The Feed Of The Grinding Wheel.
Application:It Has Become An Important Development Direction For Medium And Large-Scale High-Precision Gear Grinding, Especially For The Processing Of Various Modified Gears.
Currently, The More Famous Gear Grinding Wheel Machine Manufacturers Include Switzerland’S Reishauer (Worm Wheel Grinding), Germany’S Kapp (Forming Grinding And Generating Grinding), And The United States’ Gleason (Forming Grinding).When Inquiring For A Price, More People Will Directly Use The Expression Of Brand + Grinding Wheel, Such As Reishauer Grinding Wheel;
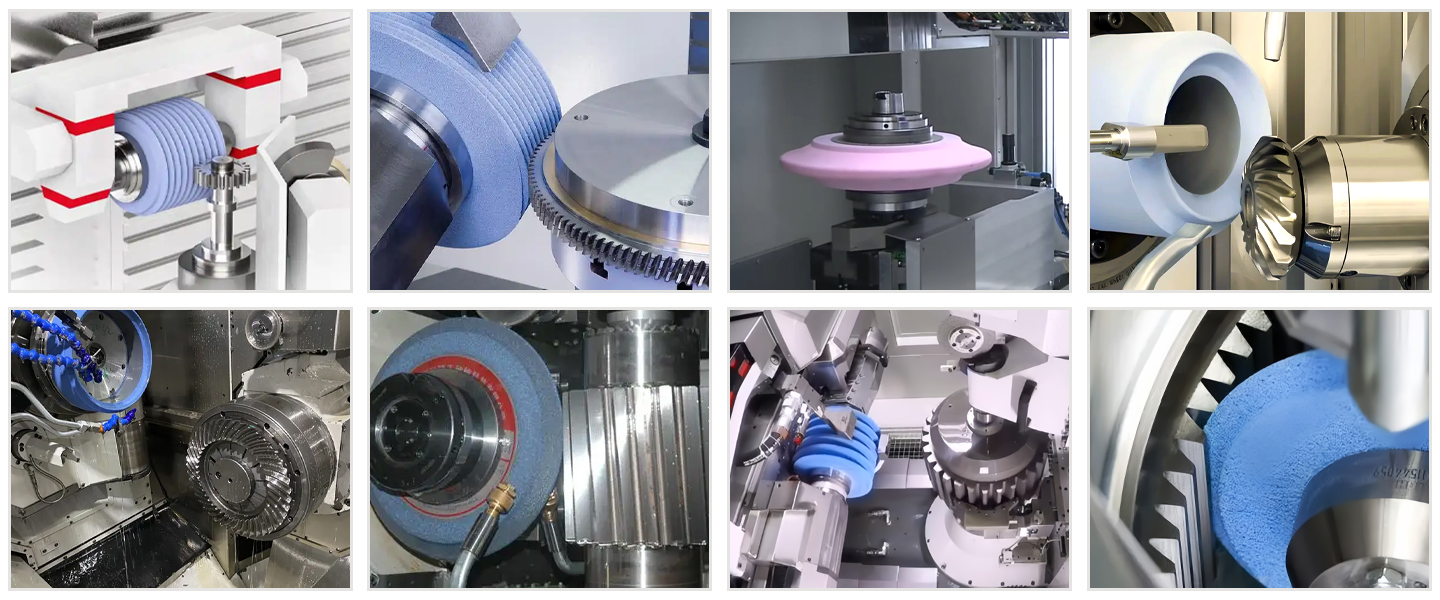
02 Grinding wheel dressing
1. Dressing Wheel Selection for Form Grinding
Profile Grinding Uses Profile Grinding Wheels, And The Dressing Goal Is To Quickly And Accurately Replicate Complex Tooth Groove Profiles. Diamond Dress Rollers Are The Absolute Mainstream And Best Choice.
Working Principle: The Diamond Roller Itself Has A Precise Profile That Is Inversely Proportional To The Gear Teeth. Mounted On A Dressing Device, It Rotates At A Specific Speed Ratio With The Grinding Wheel, “Copying” Its Shape Onto The Grinding Wheel Through A Plunge Or Generating Motion.
Forming Trimming: The Desired Tooth Profile Is Determined By The Roller Shape, Offering The Highest Efficiency And Widest Application.
Linear Trimming: Diamonds On The Roller Are Arranged In A Linear Pattern, And The Tooth Profile Is “Carved” Using CNC-Controlled Motion. This Method Offers High Flexibility, Allowing For Different Tooth Profiles To Be Trimmed Without Changing Rollers, But Is Less Efficient. It Is Suitable For Small-Batch, High-Variety Production.
2. Dressing Wheel Selection for Threaded Wheel Grinding
A Worm Grinding Wheel Itself Is A “Worm.” Dressing It Involves Two Steps: First, Profiling The Teeth, Then Threading.
A) Profiling: The Goal Is To Create A Precise Profile On The Grinding Wheel’S Tooth Grooves. Diamond Rollers Are Also Used, And The Selection Criteria Are Similar To Those For Profile Grinding Rollers.
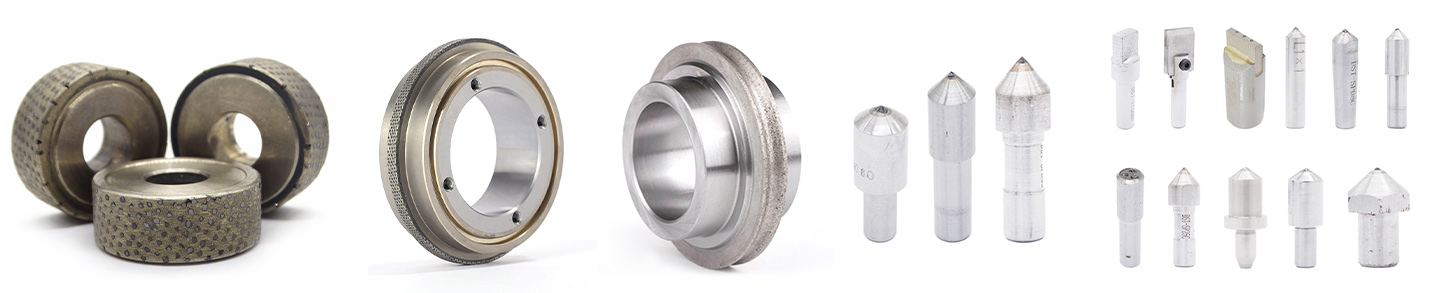
B) Threading/Traversing: The Goal Is To “Carve” Threads Onto The Grinding Wheel Surface. Single-Point/Multi-Point Diamond Dressers Are Primarily Used Here.
Working Principle: The Dressing Pen Is Fixed To The Traversing Device. As The Grinding Wheel Rotates, The Dressing Pen Moves Along The Grinding Wheel’S Axis According To The Wheel’S Lead, Dressing The Wheel Layer By Layer To The Desired Size And Tooth Thickness, Similar To Threading On A Lathe.
For Worm Wheel Gear Grinding Machines, A Combination Of “Diamond Roller (For Shaping) + Diamond Dressing Pen (For Thread Repair)” Is Required.
03 Gear Grinding Wheel Customized
As A Professional Grinding Wheel Manufacturer, We Can Customize The Appropriate Grinding Wheel For You According To The Grinding Wheel Model And Gear Shape You Use, Including Traditional Grinding Wheels, Diamond And CBN Grinding Wheels, Etc. At The Same Time, We Can Match You With More Suitable Dressing Wheels To Improve Your Grinding Effect;